You might think you’re doing it all right in terms of applying lean manufacturing principles in your factory: you’ve visualized processes, are working to go forklift-free, and you’ve got buy-in from top management. But if you’re just using standard catalog tables or rudimentary workstations, you’re losing major improvement opportunities and it’s time to upgrade. Here’s what your workstations should be:
More than just a workstation
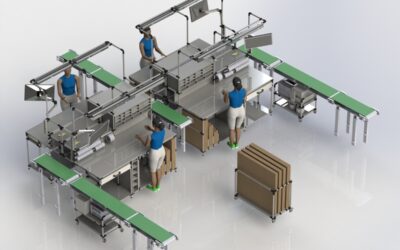
A workstation is the easiest way to visually understand the idea, but what we really need to consider is the work zone or work envelope – everywhere and everything the operator interacts with to complete their job. The details of the work zone are quite different in a machine shop versus a car manufacturing plant, but the approach is the same. With your operator’s help, understand the tasks that create value, map the process, integrate the necessary tools and equipment, and consider product flow to create a work zone they can work in safely and effectively.
Designed with principles first, details second
It can be deceptively easy to jump into the details of workstation design and work zone layout. Specify a strong butcher block top so we can mount the vice, make sure it’s height adjustable so we can accommodate different operators, add a bin rail to hold the 20 different fastener parts, etc. When you start with principles though, you see that many of those detail specifications eliminate themselves. Start with thinking about flow, work in process (WiP) control, first in first out (FIFO), and minimizing movement, and instead of designing an incredible stand-alone workstation you’ll find yourself thinking about a dynamic flow cell.
Optimized for material and information flow in, out, and through
The process in a given operation should be capable and repeatable. Moving material and information together through the operation supports correct process design. Think about the various items that will flow in, the work-in-process that flows through, and the end product that flows out as coordinated activities. See the bottlenecks of waiting, moving, and handling at the beginning and end of the process and eliminate them. If parts are being unpacked or repacked in-station, figure out to how to eliminate it with a better flow or move the activity away from the operator. If the operator is picking up or manipulating the product they’re working on, build simple jigs to reduce their handling time. Take the next step of connecting workstations in a flow line to eliminate picking up and moving product manually.
Optimized for product presentation
In many circles, the best area to present parts for an operator to reach them easily and naturally is called the golden zone. The target is to get all, or as many things as possible, into this easy to reach area. Visualize the golden zone as your natural, unstrained reach while standing, an area roughly from your hips to your chest, just inside your shoulders, with a natural extension of your arms. In addition to the golden zone, present as many items as possible so they can be picked and placed in a natural motion. Obviously, this will be easier for small parts like clips compared to large parts like door panels, but there are still many options for improvement. Even if we take standard hand totes with parts stored inside, presenting that tote tilted at an angle on a designed flow rack will make it much easier for the operator to see the parts and pick them for use.
Optimized for operator interaction
Operator interaction can be broken down into three main areas: ergonomics, motion, and changeover. Ergonomics encompasses the entire study of movement and is universally applicable. If the workstation isn’t optimized for operator ergonomics, you can have two kinds of problems: ineffectiveness and injury. The less an operator has to move in uncomfortable ways or be in uncomfortable positions, the more efficiently they can do their job. Repetitive use and repetitive stress activities are a subset of ergonomics that deserve specific attention with workstation design. These are problems that are often part of the work, and unless they are intentionally considered and designed, they will create problems. This is where working with operators and doing the job with them will build your understanding and empathy for their work, with your shared goal to make the work better.
Changeover is the last part of operator interaction that is often neglected because the main focus of the design is the primary, production related work. However, changeover is still often a necessary and standard part of the job, so considering it in the design will yield benefits.
Workstations and work cells need to be specifically for the process they’re supporting. If done poorly, they will be an obstacle to flow and reduce productivity and profitability. If done well, they support capable, repeatable, improvable, adaptable processes that support the operators and the company.
Is it time to upgrade some of the work cells on your line? We implement custom workstations and work cells that are optimized for operator ergonomics and effective material flow. Schedule a Geolean design session today.